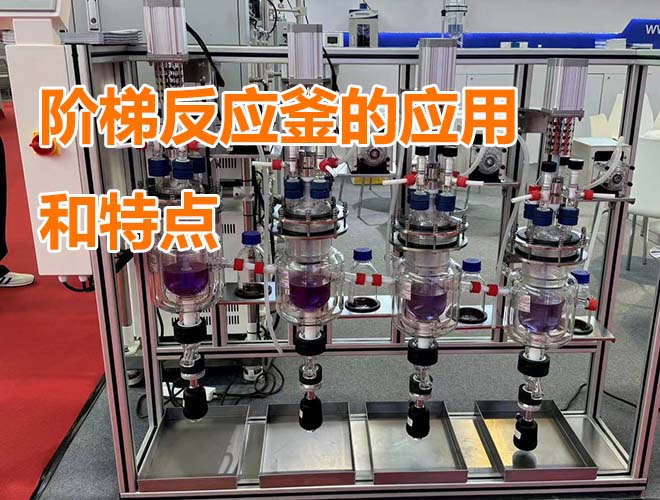
阶梯反应釜(或称多级反应釜)是一种专门设计用于多步连续反应的化工设备,它通过多个串联的反应釜或反应区间,逐级完成复杂的化学反应过程。其特点和应用如下:
特点
- 多级反应:反应物在不同的反应釜或反应区间内逐级反应,每级可以优化不同的反应条件,如温度、压力、催化剂等。
- 连续操作:实现反应物的连续进料和产物的连续出料,适合大规模工业生产。
- 高转化率:通过逐级反应,未完全反应的物料在后续反应釜中继续反应,提高整体转化率。
- 高选择性:可以在每一级反应釜中控制反应条件,减少副反应,提高目标产物的选择性。
- 易于放大:适合从实验室规模到工业规模的放大,保持良好的可控性和重复性。
- 灵活性强:可以根据不同的工艺要求配置不同数量的反应釜和反应条件,适应不同类型的化学反应。
应用
化学工业:
- 多步合成:适用于复杂有机分子的多步合成,每一步反应在不同的反应釜中进行,如药物合成和精细化工产品的生产。
- 聚合反应:如聚合物的逐步增长反应,在每一级反应釜中控制反应条件,得到所需的聚合物分子量和分布。
制药工业:
- 中间体合成:在药物中间体的合成过程中,每一步反应在不同的反应釜中进行,提高反应的效率和产率。
- 复杂药物制备:适用于复杂药物分子的多步合成,通过逐级反应控制每一步的反应条件,确保最终产品的高纯度和高产率。
石油化工:
- 炼油过程:如加氢裂化和催化裂化过程,通过多级反应釜实现不同反应阶段的优化,提高石油产品的收率和质量。
- 烃类转化:在烃类转化过程中,通过多级反应控制每一步反应的条件,提高目标产品的选择性和收率。
环境工程:
- 废水处理:在有机废水处理过程中,通过多级反应实现复杂有机物的逐步降解,提高处理效率。
- 气体净化:在废气处理过程中,通过多级反应去除污染物,如脱硫和脱氮过程。
食品和香料工业:
- 天然产物提取和精制:在天然产物的提取和精制过程中,通过多级反应实现复杂成分的逐步分离和纯化。
结论
阶梯反应釜以其多级反应、连续操作、高转化率和高选择性的特点,广泛应用于化学工业、制药工业、石油化工、环境工程等领域。其灵活性和易于放大的优势,使其在现代化工生产中占据重要地位。